Automatische Anomalie Erkennung als Vorstufe zur Störungsprognose
Große Potentiale für die OEE(E) werden greifbar
Im Zusammenspiel von Herstellern und Betreibern von Anlagen und Maschinen stehen im Kontext der Industrie 4.0 Entwicklungen zunehmend Sensor-, Steuer- und Prozessdaten zur Verfügung. Viele Unternehmen sind derzeit noch in der Phase, diese zunächst über Condition Monitoring sichtbar und nutzbar zu machen.
Damit verbessern sich die Grundlagen, um die OEE (Overall Equipment Effectiveness), die Effizienz (Energie, Material, …) sowie die mit dem Betrieb verbundenen Personalaufwände mit Hilfe von KI, insbesondere Machine Learning, zu optimieren. Die Störungsprognose ist hierbei nur ein Baustein, aber ein sehr wichtiger, um teure ungeplante Stillstände zu vermeiden.

Allerdings gibt es aus Sicht der Anlagen- und Maschinen-Betreiber zunächst einige Hürden zu überwinden:
Leicht gesagt – praktische Hürden?
Erste Herausforderung: die Datengrundlage – definierte Störungen vs. Anomalien
Im Idealfall liegen definierte Meldungen (Warnungen, Alarme) zum Beispiel aus der SPS vor, die als Trainingsdaten für Prognosemodelle genutzt werden können. Hierfür müssen aber zuvor technische Spezialisten entsprechende Schwellwerte und Regeln definieren, welche zum einen bei komplexen Anlagen nicht immer sofort auf der Hand liegen und zum anderen bei dynamischen Verhaltensweisen z.B. durch verschiedene Fertigungsprogramme und weitere Einflussfaktoren auch veränderlich sein können (müssen).
Daher liegen solche Trainingsdaten nicht immer direkt vor beziehungsweise müssen Normalverhalten und Störungen zunächst einmal sauber separiert werden, um dann überhaupt Prognosemodelle nutzen zu können. Daher wird häufig eine Unterstützung bei der Anomalieerkennung gewünscht, um diese und zugehörige Schwellwerte zunächst überhaupt – möglichst automatisch – zu identifizieren.
Häufig werden wir auch nach der Anzahl der „notwendigen Störungen“ für das Training entsprechender Modelle gefragt. Diese ist aus betrieblicher Sicht idealerweise sehr gering, aber ohne hinreichende Beispiele kann auch eine KI nichts erkennen.
Zweite Herausforderung: KI Hype vs. praktisch einsetzbare Verfahren
Getrieben durch den Hype um Machine Learning dominieren in vielen Marketing Aussagen und Blog Beiträgen teilweise noch immer komplexe Modelle und Ansätze (z.B. Deep Neural Networks, LSTM, GAN, Gaussian Mixtures, …) zur Anomalieerkennung. Diese sind aber für Ingenieure und Verantwortliche für den Betrieb häufig nicht nachvollziehbar und vernebeln aus unserer Erfahrung einen klaren Blick auf die grundlegenden Bedingungen und Mechanismen zur Anomalieerkennung.
Dritte Herausforderung: Einbettung in produktive Abläufe
Prototypische Lösungen, die in der Exploration und im Labor funktionieren, sind zwar häufig schon recht beeindruckend, aber echte Mehrwerte liefern diese nur, wenn sie nahtlos in produktive Umgebungen und Abläufe eingebettet werden.

Abbildung: In produktive Abläufe und Systeme eingebettete Lösung
Lösungsansätze: Überblick und des Pudels Kern
Fachliche Sicht: Anomalien in Maschinen und Anlagen
Wichtig ist vor allem zunächst die unterschiedlichen Arten und Ursachen von veränderten Dynamiken in realen Maschinen und Anlagen zu verstehen und zu unterscheiden:
- Umbauten bzw. Ein-/Ausbauten von Komponenten
- Veränderte Steuer-/Fertigungsprogramme
- Tatsächliche Störungen im Prozess vs. Sensor Störungen/Defekte
- Externe Einflussfaktoren wie z.B. Umgebungstemperatur
- Verschleiß und Verschmutzung
Nicht alle (z.B. die ersten beiden oben genannten) Fälle sollen zu Anomaliemeldungen im Sinne von Alarmen führen. Im Gegenteil: Diese sollten idealerweise von den Verfahren für weitere Aufgaben wie Störungsprognose oder adaptive Regelung kompensiert werden.
Methodische Sicht: Was sind eigentlich Anomalien?
Weiterhin ist es sinnvoll, zunächst die generelle Idee hinter der Erkennung von Anomalien zu skizzieren:
“An observation which deviates so much from other observations as to arouse suspicions that it was generated by a different mechanism.“ Hawkins, 1980
“Therefore, outliers can be thought of as observations that do not follow the expected behavior.“
A review on outlier/anomaly detection in time series data, 02/2020, Ane Blázquez-García, Angel Conde, Usue Mori, Jose A. Lozano

Abbildung: Erwartete und beobachtete Werte einer eindimensionalen Zeitreihe
Aus diesem kurzen Zitat ergeben sich die grundlegenden Elemente:
- „other observations“: zwangsläufig muss immer ein Vergleichszeitraum gewählt werden
- „suspicions“: verdächtig ist, was nicht der Erwartung entspricht
- „deviates so much“: es muss definiert werden, wie hoch Abweichungen sein dürfen, um noch als unverdächtig zu gelten
- „different mechanism“: dies erfordert die Annahme einer bestimmten Verteilung der Messungen (z.B. Normalverteilung)
Etwas vereinfacht formalisiert folgen die meisten Verfahren also diesem Ansatz: | Tatsächliches Verhalten – Erwartetes Verhalten | > verdächtige Abweichung?
Häufig werden voreilig (und unnötig) komplexe KI/ML Modelle ins Spiel gebracht, die jedoch diese grundlegenden Punkte auch nicht aus der Welt schaffen können:
Wird zum Beispiel gerade ein komplexes Modell mit einem Bezugszeitraum trainiert, welcher Anomalien enthält, kann es sein, dass es diese hervorragend erfasst (also erwartet) und somit keine auffällige Abweichung mehr erkannt wird.
Bei allen Verfahren muss zudem mindestens ein Parameter festgelegt werden, der Empfindlichkeit (Sensitivität) und das Risiko von Fehlalarmen (Spezifität) steuert. Damit kommt quasi der eingangs erwähnte Schwellwert wieder durch die Hintertür.
Verfahren zur Anomalie Erkennung
Das Feld der Verfahren ist riesig (bei Interesse empfehle ich die Lektüre des oben zitierten Forschungspapiers), daher hier nur die aus unserer Sicht für Predictive Maintenance wichtigsten Unterscheidungen:
- Wie schnell/zeitnah muss die Erkennung funktionieren, welche Rechenleistung steht hierfür zur Verfügung (Stichwort: Edge Computing)?
- Liegen ein- oder mehrdimensionale Daten (Sensor-, Steuer-, Prozess-Signale) vor bzw. müssen gemeinsam betrachtet werden?
- Können die in Frage kommenden Verfahren nur auf ein- oder auch auf mehrdimensionalen Daten arbeiten?
- Sind nur einzelne Zeitpunkte (z.B. Überschreitung einer kritischen Messwert Schwelle) oder Zeitsequenzen (= Verhaltensmuster) zu betrachten?
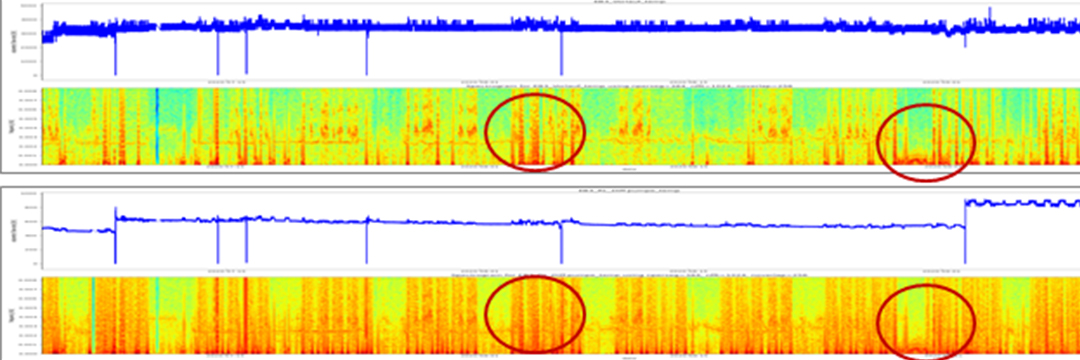
- Sind bestimmte Vorverarbeitungen der Signale hilfreich oder notwendig (z.B. Kurzzeit Fourier Transformation (STFT))
 Fourier Transformation von Sensor Signalen AIM")
Abbildung: Visualisierung einer (Short-Time) Fourier Transformation von Sensor Signalen
Nur am Rande: Häufig wird Anomalie Erkennung mit ungestütztem Lernen (unsupervised learning) gleichgesetzt, dies ist aber nicht ganz korrekt: Viele Verfahren verwenden Modelle, die auf den Vergleichszeitraum trainiert werden und dann das erwartete Verhalten schätzen beziehungsweise prognostizieren. Darüber hinaus kommen beispielsweise auf der Dichte oder Distanz von Datenpunkten (z.B. Clustering) basierende Verfahren zum Einsatz.
Entscheidend: Interaktive und integrierte Lösung
Wir haben daher die Strategie gewählt, unsere Lösung kontinuierlich um weitere Verfahren zu erweitern und diese vor allem in folgendes Gesamtkonzept zu integrieren:

Abbildung: Kombinierte Lösungsbausteine und Interaktion mit dem Fachanwender
- Vorverarbeitung: Eine geeignete Transformation der Rohsignale ist häufig entscheidend.
- Automatische Erkennung: Anwendung eines oder mehrerer automatischer Verfahren.
- Visualisierung und Interaktion: Fachgerechte Darstellung für den technischen Spezialisten und interaktive Markierung tatsächlicher Störungen.
- Erklärung und Diagnose: Identifizierung relevanter Einflussgrößen und Hinweise zu möglichen Zusammenhängen mit den Anomalien.
- Justierung und Training: Nutzung des Spezialisten Feedbacks für Justierung der Erkennung und Training der Verfahren.
Durch das Zusammenspiel dieser Bausteine sowie zwischen Anwender und Predictive Maintenance Anwendung können Expertenwissen und Erkennung von Mustern in komplexen Daten optimal miteinander kombiniert werden.
Tipps vom Profi im Predictive Maintenance Web-Seminar
Aus der gemeinsamen Erprobung und Umsetzung von IOT- und Predictive Maintenance-Bausteinen berichten Emerson Automation Solutions und AIM praxisnah und konkret, was Industrielle KI für vorausschauende Wartung bereits heute für Sie tun kann.
Ist das nicht kompliziert umzusetzen?
Tatsächlich sind in den meisten Fällen viele Faktoren zu berücksichtigen. Unser Erfolgsrezept sieht daher vor sowohl viele standardisierte Predictive Maintenance Lösungsbausteine zu liefern als auch gemeinsamen mit den Fachspezialisten das notwendige Domänenwissen zu integrieren und in kleinen Schritten zügige Zwischenergebnisse zu liefern, die möglichst schnell produktiv genutzt werden können.
Diese Artikel könnten Sie auch interessieren:

Erfolgreicher Start für Prozessoptimierungen mit KI in der Logistik und in der Produktion: Der (Mehr)Wert eines Workshops

Die Grundsteine für erfolgreiche KI-Implementierung: Warum Machine Data Landscaping (MDL) und Data Quality Checks (DQC) unerlässlich sind

Fachkräftemangel in Unternehmen: Wie kann Industrielle KI hier unterstützen?
Lastspitzenmanagement mit AIM.predict: Wie Machine Learning Lastspitzen in der Energieversorgung reduziert

